Date: 2022-02-18 Edit: Pengfeng Precision Hardware Views: 1094
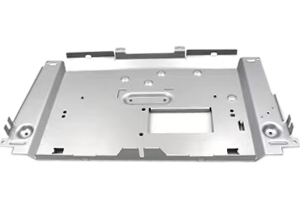
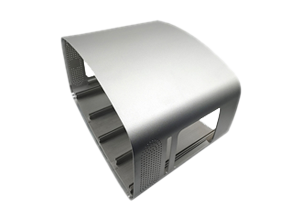
Shell stretching and stamping parts are stamped parts processed using stretching techniques. Stretching involves pressing the flat metal sheet into the die through the movement of the punch. Shell stretching and stamping parts have a wide range of applications, such as in automotive parts, household products, electronic equipment, etc.
Shell stretching and stamping parts can stretch the sheet metal into cylindrical bottle-shaped components. During the stretching operation, the diameter of the blank is influenced by the circumference of the shell, which is affected by the flowability of the stamping material and the resistance to inward and edge flow of the peripheral material. When the resistance to the edge material exceeds the limit, wrinkles and instability will occur.
To prevent wrinkling, it is necessary for the stamping material to flow smoothly between the convex mold and the flanging ring. The two main reasons for stretching rupture are: the ratio of the stretching and stamping part diameter to the blank diameter exceeds the limit value, and the stretching radius from the flat blank deepens into a shell. When the shell is stretched into a smaller diameter shell, there is a limit to the distance the material can flow inward, commonly known as the stretching coefficient.
The ultimate stretching coefficient is influenced by factors such as the flowability of the stamping material, the compressive strength of the material, and the flow resistance caused by compression. Excessive flow resistance causes edge damage and wrinkling of the shell, which is the weakest area of material resistance.







+86-159-8663-0581
E-mail:
pengfeng@pf898.com
Address:
No.5 Wuqing Road, Zhugushi,Wulian, Longgang District, Shenzhen,CN518116
Copyright © 2023 Shenzhen Pengfeng Precision Hardware Co., Ltd. All Rights Reserved










 pengfeng@pf898.com
pengfeng@pf898.com
